Case Study: Rebuilding Mainline Pump Bearings for Oil Sands Pipeline Operations
April 28, 2025
Case Study: Hydraulic Pressure Unit Redesign for Ore Processing Plants in the Oil & Gas Industry
May 5, 2025
Background: Ensuring Reliable Conveyor Operations
In the oil and gas industry, ore processing plants rely on mechanical sizers to crush oil sand ore in three stages: primary, secondary and tertiary. The ore, composed of bitumen, sand, clay and shale, is prepared for oil extraction and transported to the next processing stage via conveyors.
The conveyors’ head and tail pulleys are subjected to extreme loads and harsh conditions, making their bearings critical to reliable operation. These bearings endure severe duty cycles and are prone to wear and damage, requiring regular assessment and replacement during pulley rebuild activities.
The Challenge: High Costs and Harsh Conditions
The conveyor systems operate in harsh environments, facing extreme heat, cold, contamination and severe loading. Bearings often show light wear but are not in good enough condition to be reinstalled without repair.
Replacing these bearings is costly, with new bearings priced at approximately $27,500 each. For a single sizer shaft requiring two bearings, the cost rises to $55,000. The high costs, coupled with long lead times for new bearings, presented a significant challenge for the customer.
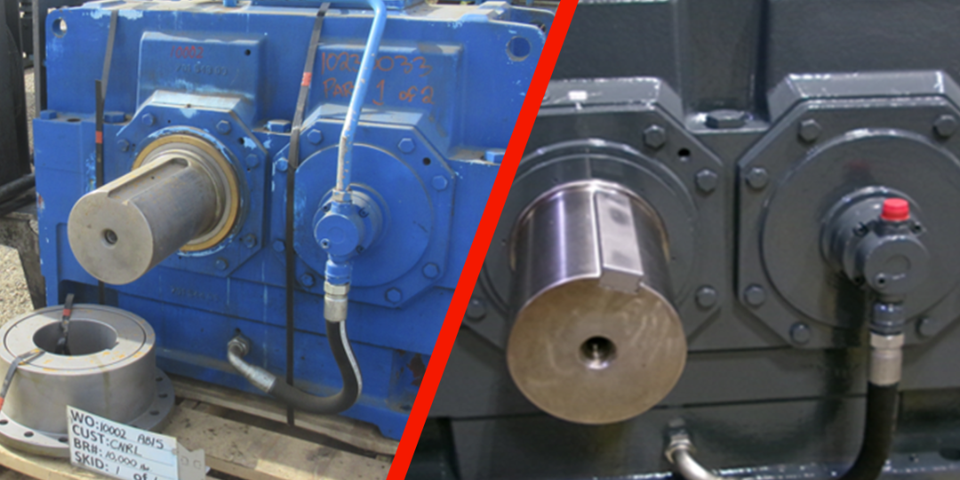
Our Solution: Reconditioning Bearings to OEM Specifications
Our Heavy Mechanical Service Center provided the expertise, equipment and processes to inspect, disassemble and recondition bearings, restoring them to OEM specifications. The customer began sending us used bearings for inspection and reconditioning, allowing them to extend the life of their bearings and significantly reduce costs.
Results: Cost Savings and Reduced Lead Times
- Eight bearings were inspected, reconditioned and returned to the customer’s site.
- Another eight bearings are currently being assessed and reconditioned.
Cost comparison:
- 16 new bearings: $27,500 x 16 = $440,000
- 16 reconditioned bearings: $6,402 x 16 = $102,432
- Savings realized by reconditioning bearings: $337,568